背景介绍
在屏下成像、集成光路、AR/VR等新一代光学设备里,材料要做到“既薄又清晰,还耐用”。聚合物比玻璃更轻、更好加工,其中环烯烃聚合物(COP)因高透、耐热、低色散而备受关注。但现有商用COP折射率常低于 1.55,难以满足高端光学需求。已有做法要么折射率提升有限,要么靠“外加很多硫”把折射率拉高,导致发黄且难加工。作者提出一条更“干净”的路线:通过分子设计,把咔唑与稠合芳香环巧妙融合嵌入聚合物,无需外部高折射助剂,同时获得高折射率、无色高透明与优异的加工/耐热性(最高可达n=1.697),为高端光学材料提供新的设计思路。
文章亮点
1. 高折射率且可调:n589 最高 1.697,可在 1.604–1.697 区间调控,阿贝数为 14.5–25.2。
2. 无色高透明:400–800 nm 可见区透过率>90%,薄膜无色透明。
3. 耐热与可加工:Tg =140–180 °C、Td5% > 400 °C,热加工窗口 ΔT > 220 °C。
图文解析
本研究将咔唑–萘稠合侧基接入环烯烃单体,在 Grubbs 第二代催化剂作用下进行ROMP聚合,随后经氢化消除主链不饱和键。构建出均聚/共聚材料,可通过调节 HM 与 TCD 的投料比精细控制HM含量与最终性能。
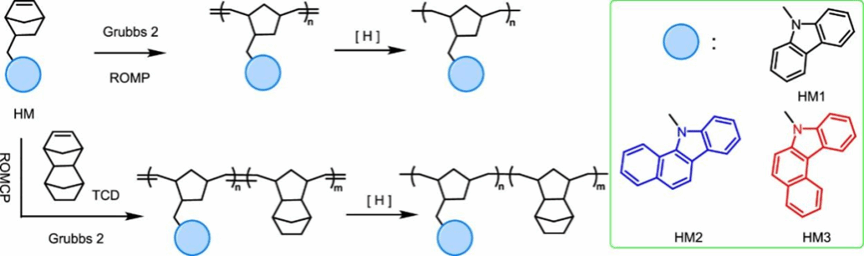
图1. 高折射率环烯烃聚合物的合成路线与化学结构示意图
作者系统测了折射率。结果很直观:在 p(HM1)、p(HM2)、p(HM3) 三组材料里,HM 含量越高,整条折射率–波长曲线就整体上移(图2a–c)。在常用的 589 nm 波长处,均聚物依次为 p(HM3) 最高(1.697)> p(HM2)(1.671)> p(HM1)(1.647);这个排序在 400–1000 nm 的整个可见近红外范围都成立,说明分子结构对光学表现起决定作用。把 589 nm 的折射率拿出来与HM含量对比(图2d),还能看到清晰的正相关:HM单元含量越多,材料的折射率就越高。
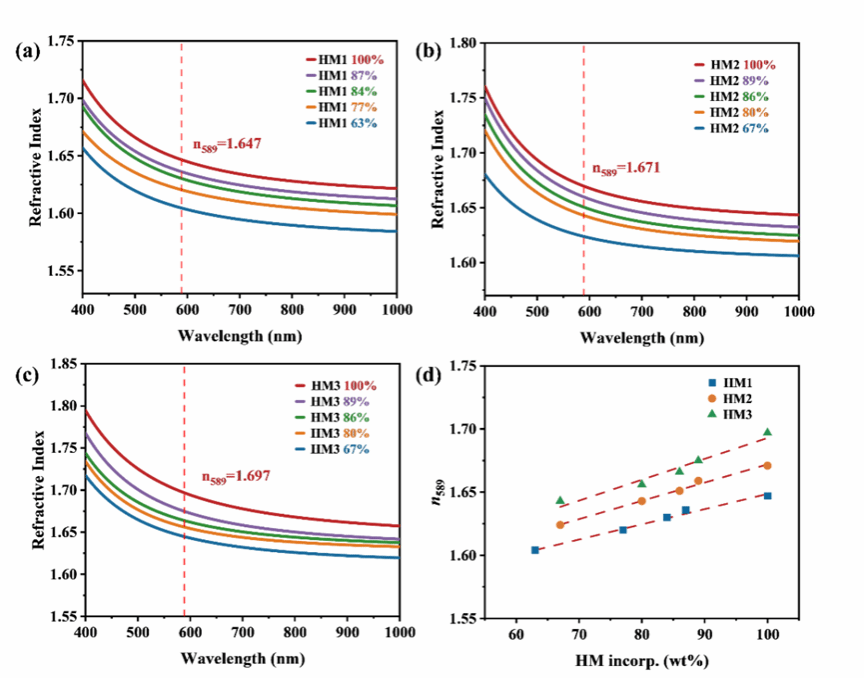
图2. HM 系列聚合物的折射率性能
根据Lorentz–Lorenz 公式,折射率受极化率和分子数密度影响。为弄清本体系折射率差异出现的原因,作者先用 DFT计算了三者极化率:结果显示 p(HM2)、p(HM3) 明显高于 p(HM1)(图3a),因此可以解释它们二者折射率更高;但 HM2 与 HM3 的极化率相近,实测折射率却仍是 HM3 更高(1.697 vs 1.671),说明除了极化率,可能还有分子数密度的影响。作者后续XRD与密度测试验证了这一点:p(HM3) 的无定形峰更尖更强,密度也最高,意味着分子堆积密度更大(图3b)。p(HM3)的高折射率正是由极化率与分子堆积密度协同叠加的结果。色散方面,通过与 TCD 共聚,可把阿贝数调到 14.5–25.2 ,同时保持折射率在 1.604–1.697 的高位,实现“高 n 与色散控制”的平衡(图3c)。更重要的是,材料所制备的薄膜无色透明,可见光范围内的透过率全部大于90%(图3d)。另外,全系列样品 Tg = 140–180 °C、Td5% > 400 °C,且 ΔT (Td5% - Tg )> 220 °C,显示出较宽的热加工窗口,满足先进光学对耐热与可加工性的双重要求。
 图3. HM系列聚合物的光学、结构及极化率分析
图3. HM系列聚合物的光学、结构及极化率分析
总结/展望
本研究在环烯烃聚合物中引入以咔唑为核心的稠合芳环单元,解决了高折射率、透明性与可加工性难以兼得的难题。所得材料兼具高折射率与高透明性,并呈现优异的耐热与加工稳定性。性能提升既来自高可极化芳香单元的贡献,也得益于其对聚合物堆积密度的调控。DFT计算 与 XRD测试表明,分子极化率与堆积密度对折射率提升具有协同作用。本研究为开发无色透明、高折射率且热稳定的下一代光学聚合物提供了一条有效的分子设计策略。
https://doi.org/10.1021/acs.macromol.5c01567